对普通人而言,转子平衡常被视为一门"玄学"。多数人对平衡的认知仅限于汽车轮毂与轮胎——必须在安装前进行平衡校正,否则将导致方向盘抖动、轮胎磨损不均等问题。我们将带您深入探索平衡技术的世界,助您破除这层"玄学"迷雾。
不平衡转子
转子存在不平衡现象时,其质量中心轴线与运行中心轴线不一致。实际上,所有新加工的零件都具有非对称性,这源于铸件中的气孔、螺栓孔数量与位置的不均匀、零件偏心装配、加工直径与轴承位置偏心等因素。
不平衡转子在旋转时,会试图围绕其质量中心轴旋转。由于轴承限制了这种运动,不平衡产生的离心力导致转子振动。这种振动会造成轴承磨损,产生不必要的噪音,极端情况下甚至可能导致转子本身解体。因此,必须将不平衡量控制在可接受的范围内。
平衡极限
转子存在平衡极限值,如同加工极限值一样,表示允许存在的最大不平衡量。国际和国家标准对转子有明确规定,例如:汽车车轮的平衡精度要求达到40级,小型电动机定子则需达到2.5级。根据ISO 1940标准,这些等级会根据转子转速转换为相应的不平衡量单位。
失衡的单位
不平衡量的单位为质量乘以半径,例如:在待平衡部件的特定位置添加配重,将使质量轴线移向运行轴线,从而达到平衡状态。 校正配重乘以作用半径即得出不平衡量单位。公制测量单位为克毫米(gmm),大型转子则用克厘米。英制单位则为克英寸或盎司英寸。该配重(质量)需施加于运行中心轻位点的半径位置。
转子类型
转子分为两类。一类是转子在工作转速范围内保持刚性且不发生偏转。
另一类则由柔性转子构成,其在达到运行转速前会发生弯曲变形。最初出现的偏转现象称为"跳绳效应",即转子在高速运转时其中心点会偏离旋转轴线,从而产生显著的"静态"不平衡。
失衡类型
不平衡分为三种类型:
- 静不平衡——指质量轴仅沿轴向平行偏移的情况。该不平衡仅在单一轴向平面内得到校正。
- 转子不平衡——指质量轴与旋转轴的交点。例如:具有偏心跳动但无静态不平衡的转子。不平衡通常在两个平面内进行校正。
- 动态不平衡——指质量轴与旋转轴不重合。这种不平衡通常是静不平衡与力矩不平衡的组合,需在两个平面上进行校正。
不平衡校正方法
通过钻孔、铣削等方式从部件的重位去除材料,用于校正不平衡。另一种方法是通过螺栓连接或焊接平衡块在部件的"轻位"添加材料,从而减少不平衡。
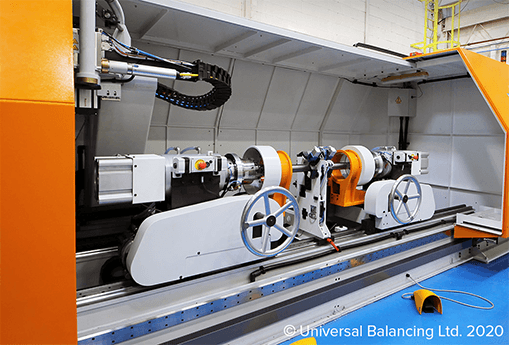
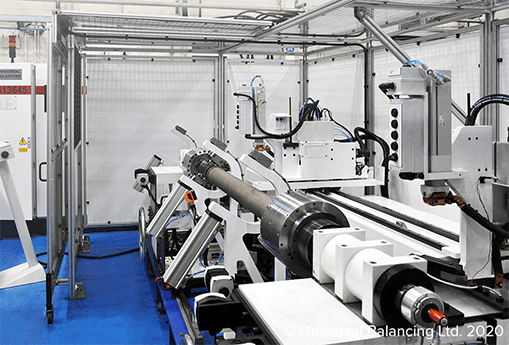
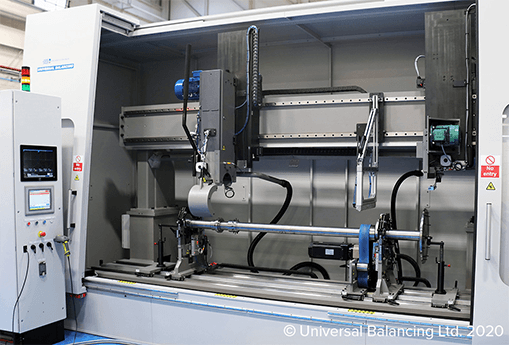
调平机
为确定不平衡的位置与程度,转子制造商使用平衡机来修正存在的任何不平衡。这些设备极为精密,能够轻松准确地识别任何偏离运行轴0.001毫米的质量轴。
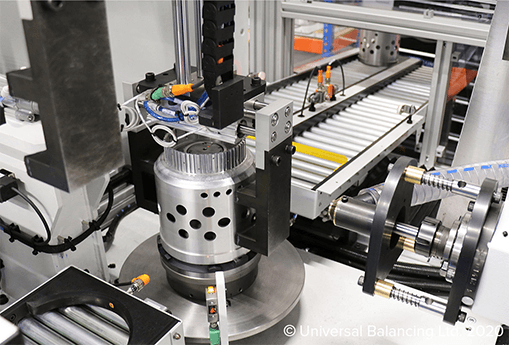
一种机型仅能检测静态不平衡,适用于盘状零件的动平衡校正。另一种机型可检测两个轴向平面内的不平衡,例如用于校正长度远大于直径的转子。此类设备提供水平轴与垂直轴两种校正版本。
借助现代电子设备,精度轻松超越国家及国际标准。机器设置极为简便,只需将测量数据输入计算机即可。
平衡刚性转子
由于部件在静止时就存在不平衡,刚性转子可在低速状态下进行平衡校正——此时产生的离心力足以检测出不平衡状态。
平衡柔性转子
此类转子在低速状态下进行平衡校正,此时转子不会发生弯曲变形。先修正不平衡量,随后逐步提高转速,分阶段进行不平衡修正,直至达到转子的工作转速。
现代技术
鉴于更换损坏转子成本高昂,航空业规定更换的转子部件或段必须保持可接受的平衡状态。该技术采用邻近假部件进行平衡,例如使用假涡轮模块平衡压缩机模块,更换压缩机和涡轮叶片后无需再次平衡。若客户有需求,这些技术可向通用工业领域开放。
摘要
最新的生产工艺在低速应用中减少或消除了平衡需求,但随着旋转机械转速的持续提升,动态平衡在可预见的未来仍不可或缺。掌握动态平衡技术可有效优化整个生产流程。